DFM210
金刚石砂轮成型机(手动机)
以金刚石砂轮及CBN砂轮实现高速高效的磨削成型并进行砂轮修整的地地道道的成型磨床。
要有更加精确的工件加工形状,必须有更加精确的砂轮形状
即使拥有高精度的CNC磨床,若砂轮顶端弧形磨损扭曲,则无法削磨成型精确形状。
DFM系列能够轻松修整砂轮的顶端弧形,实现高精度加工。

使用这样的砂轮无法磨削出精确的形状。
由于将顶端进行高精度修整,故能实现高精度形状加工。
(照片是装配了数码相机磨床的监控屏幕)
DFM系列的特征
- 机床各个部位具有足够的刚度,能够实现金刚石、CBN砂轮的高精度成型。
- 所安装工件(即用来成型的砂轮)的顶端采用可换式,又由于采用找加工原点构造,因此可以应对使用各个不同公司的法兰。
- 修整砂轮轴的轴振荡由于采用曲轴机构,能够顺利圆滑地运转。
- 由于设计得紧凑,因此方便操作,也不占地。
- 具有自动切割、自动旋转等丰富多彩的选项,因此可以根据使用目的的不同进行选择,经济实惠。
修整砂轮时磨床的动作
砂轮形状实例

自动切割、自动旋转
由于采用棘轮进给机制,能够实现最小0.0025mm,最大0.03mm间距,最长50mm的间歇进给自动切割。在微小切割加工或者长时间加工时发挥其威力。(DFM210是选项)
能够自动旋转。通过使用止动器可以正确设定旋转角度,避免因反复旋转、回归而产生误差。在弧度成型时发挥威力。(DFM410R)
旋转驱动采用气液联动机制,实现圆滑的旋转并抑制因产热而引起的热变形。
提高耐久性
影响砂轮成型机精度和维持其功能的最大障碍可谓是成型加工时产生的砂轮屑。
包含有金刚石和cBN颗粒的砂粒像细菌一样侵入机床零件,片刻便侵蚀了机床的可动部位。DFM系列充分注意防尘及防止磨削液的流入,反复多次进行设计和改良。
在最为重要的砂轮旋转机制中,采用了防尘防水的迷宫式,并将其与使用干燥清洁空气来净化空气的方式搭配组合。
为此,大大提高了本磨床的耐久性。
主要选项
简易数码相机规格(包含监控屏幕)
能够准确掌握修整后的砂轮形状。
砂轮轴转角装置
将工件的两个侧面和此面的延长面一次夹紧,固能实现无摆动加工。
工件轴刀具轴的构造
为您准备了能应对各种砂轮法兰的丰富的刀具轴
标准机床规格
-
加工能力
工件最大直径
φ210mm
工件最小直径
φ1mm
工件最大宽度
25mm
成型角度
±95°
-
ワーク軸
シャンク形状
HSK50
クイル外径
φ80mm
モータ出力(DCサーボモータ)
120W
回転数
100~400min-1
-
ワーク軸台
前后移动量(Z轴)
100mm
左右移动量(X轴)
115mm
-
砥石軸
ツール砥石サイズ
(最大外径x最大幅x内径)φ180x13xφ31.75
回転数
1,690min-1
モータ出力
200W 4P
-
砥石台
手動切込(U軸)
ダイヤル目盛0.005mm ハンドル1回転1mm
揺動ストローク(V1軸)
0~25mm
揺動移動量(V2軸)
20mm
揺動スピード
10~30回/min
揺動電動機
15W
旋回角度(B軸)
±100°
旋回軸角度最小目盛
30′
-
照明装置
透過照明
-
標準付属品
作業工具
1式
機械取扱説明書
電気回路図・空気回路図含
-
言語
日本語
取説・銘板・(PC言語)
-
塗装色
カネヒラ標準
5GY7/4(グリーン)
-
机床重量
500kg
选项
- 切割液设备|60L箱 60W泵
- 砂轮轴自动切割装置 (DFM410/510是標準装备)
(用棘轮和间隔定时器进行间歇切割)
|进给量0.0025mm~0.02mm - 振荡同步切割
- 砂轮台自动旋转装置(DFM410R/510是標準装备)
|转速6°/sec~12°/sec - 砂轮无级变速(使用逆变器)(DFM410/510是標準装备)
- 砂轮轴驱动马达 (DFM210)
|0.4kW 强化主轴 - 砂轮轴转角装置(A轴) (DFM410是標準装备)
|0~20° - 砂轮台旋转数码显示量角器 (DFM410/510是標準装备)
|最小显示5′ - 砂轮台旋转数码显示量角器
|最小显示1′ - 切割量数码显示
|最小显示0.001mm - 工件轴台位置数码显示 (X轴、Z轴 計2轴)
|最小显示0.001mm - 测量成型精度的虚拟磨削装置
- 挡板
- 自由挡板(磁石型)
- 简易数码相机装置 (包含监控屏幕) (DFM410/510是標準装备)
|17 英寸 LCD - 数码相机装置 (包含监控屏幕)45~250倍放大
|17 /21.3英寸 LCD - 砂轮法兰
- 弹簧夹头托架(φ1~16mm)
- 锥套托架
- 专用托架
- 专用工件主轴
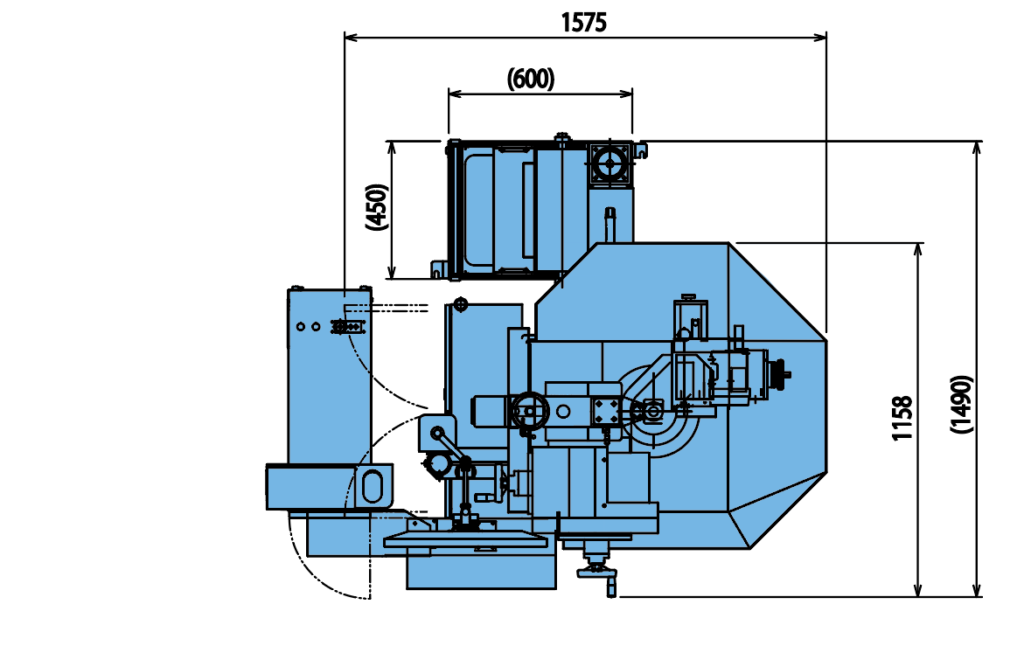
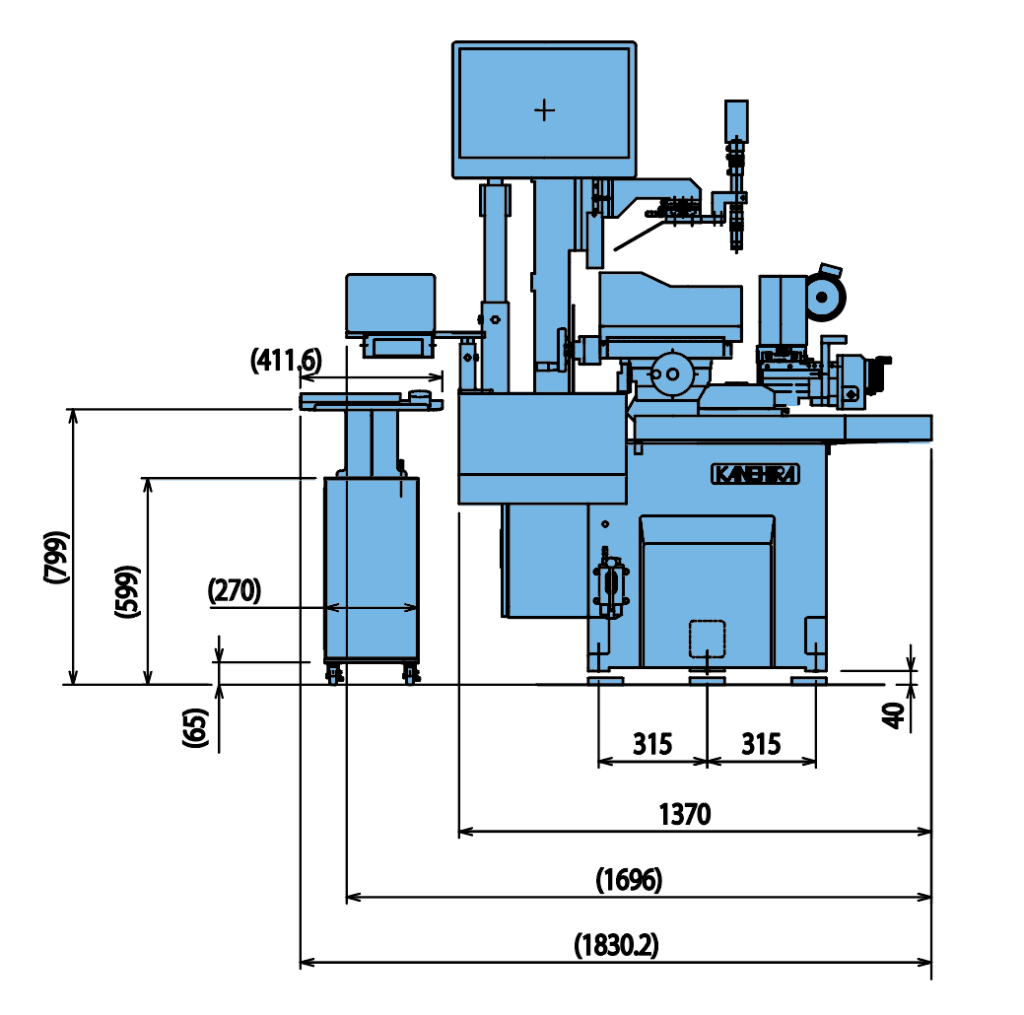
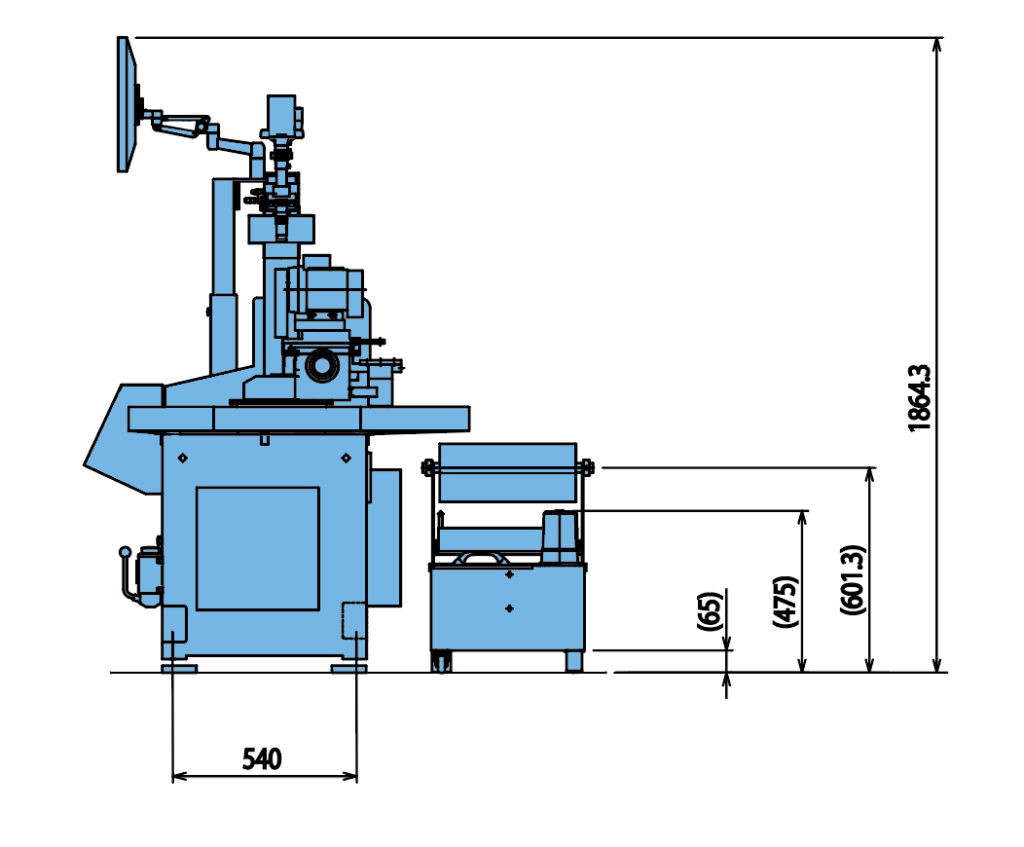
外观尺寸图
CASES
PAGE TOP