SAF510
金刚石砂轮成型机(NC机)
对超薄工件、复杂形状、同型砂轮磨削等,本机床使金刚石砂轮、cbn砂轮的性能在最富有价值的领域发挥威力。
使用高精度成型砂轮的磨削实例

加工成果
使用本机对用于φ0.09PCB钻槽沟槽加工的金刚石砂轮(#2500)进行成型加工后,在客户磨床上使用,验证了自第1只直至1000只磨削加工后仍保持良好的槽状,拙见为100%的形状获取满足。
此外,对φ0.1PCB钻槽进行成型10次的相同形状试验也重现了良好结果。
卓越的高刚度
包含床身在内的机床结构的所有部分都集结了KANEHIRA的诀窍,保证有高刚度。
床身为封闭箱型结构,充入了钢筋水泥,具有高刚度和很高的减振功能。
工作台滑轨采用高精度滚动方式线性滑轨规格。有良好的刚度并能高精度运转。SAF-410-CNC5-CCD能将成型加工时产生的误差控制在亚微米之内,此误差是由于机床的中心移动所致的机床轨迹误差。

控制法线方向
在运行程序时用于加工的砂轮始终被控制在法线方向,因此能够进行精确的轮廓加工。
数码相机
将数码相机设置在门字形结构的机床测定台上,将振动和热变形的影响控制在最小限度之内。
此外,进行各种各样的测定并能保存测定图像,在高倍率测定时发挥威力。
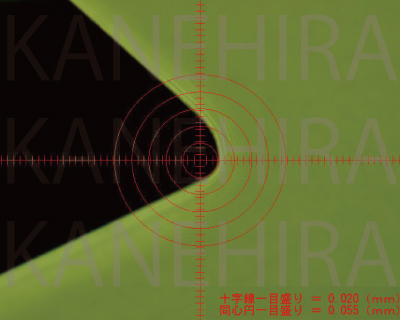
倍率200倍 φ150mm工件外围(用于钻槽磨削的砂轮)0.02mm/div
丰富的软件/CAM系统
可以易如反掌地使用5轴控制运转本机床。
使用对话式编程系统,对固定形状加工时编程非常轻松。 此外使用KG-CAM,利用CAD图纸(DXF形式)以及多点数据,轻松地编制任何形状工件加工的程序。
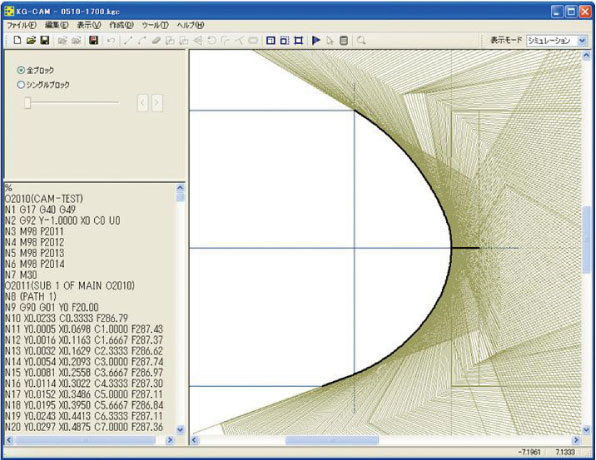
KG-CAM模拟屏幕
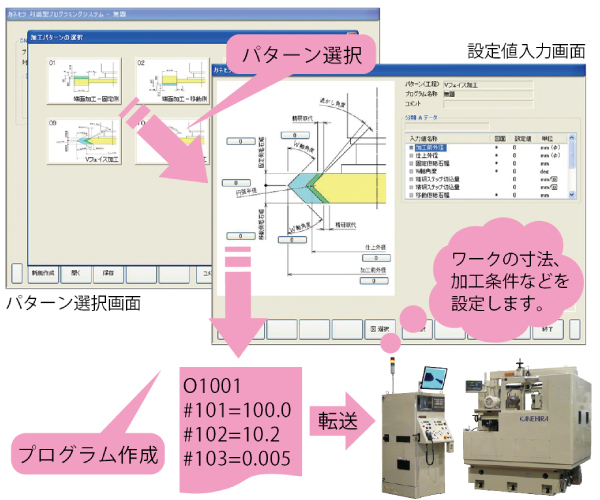
对话式编程系统


类型、宏程序之例
高精度的亮点
能适用于各个公司磨床的法兰,亦能修整带刀具轴的多层套筒砂轮。(请参阅如下刀具图)
可以将从磨床上卸下来的,带有金刚石砂轮的主轴套筒重新设置在本机床上,由于在成型时将砂轮振动控制在最小,故加工时砂轮的初始磨损也为最小。(主轴的良好状态是至关重要的)
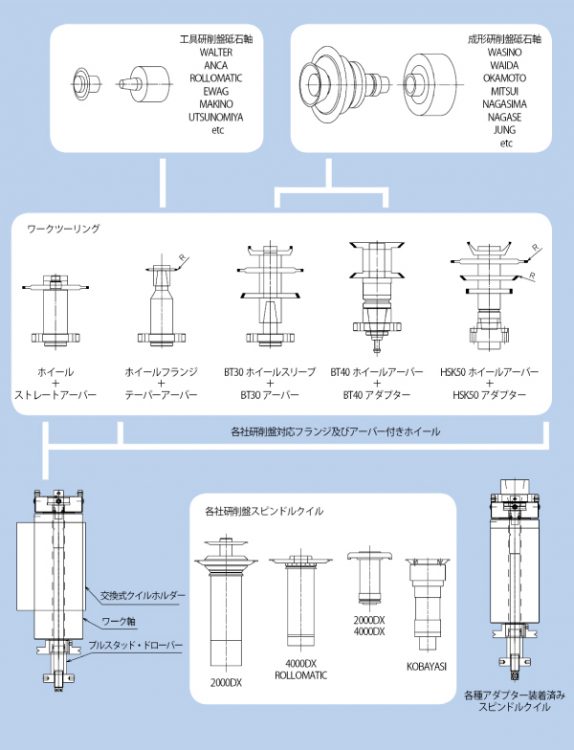
将砂轮(金刚石&CBN砂轮)设置在砂轮刀具轴或法兰上,在单独或多层套筒的状态下皆能进行修整。为此,不必对磨床上的砂轮进行试运转或者砂轮修整,即使有必要也在最短时间内即可。因此大大削减了在磨削加工时因试运转及砂轮修整而耗费的时间,大幅度增加了磨床的实际驱动时间。
由于在工件轴上交换安装各种各样的刀具轴或适配器,因此即使是不同磨床的法兰与砂轮刀具轴,亦能运用自如并实现高精度。此外,由于使用交换式套筒托架,可安装各种佩带适配器的主轴套筒以及各个不同公司的磨床主轴套筒,实现高精度修整。
选项
- 信号塔 | 红 橙 绿
- 操作基版 | 显示各国语言
- 【磨削液设备】
槽容量 泵 | 60L 60W
槽容量 泵 | 100L 180W 带简易滤纸 - 【工件轴】
转数(使用逆变器) | 25~250min-1
用于主轴套筒的 可交换主轴托架 | φ45mm 1 set
用于主轴套筒的 可交换主轴托架 | φ60mm 1套
用于主轴套筒的 可交换主轴托架 | φ70mm 1套
外观尺寸图
CASES
OTHER PRODUCTS
金刚石砂轮成型机(NC机)
SAF75
金刚石砂轮成型机(NC机)
SAF210
金刚石砂轮成型机(NC机)
SAF410
金刚石砂轮成型机(NC机)
SAF850
PAGE TOP